 智能制造網APP
智能制造網APP
 智能制造網手機站
智能制造網手機站
 智能制造網小程序
智能制造網小程序
 智能制造網官微
智能制造網官微
 智能制造網服務號
智能制造網服務號










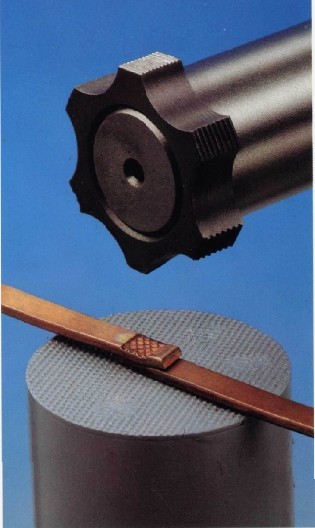
| 二、 主要技術參數: 工作頻率: 20KHZ±0.2KHZ zui大輸出功率: 2000W 焊接時間: 0.04s~0.2s 工作方式: 氣控 [PC] 電源電壓: AC220V±5% 外型尺寸: 1200X600X600mm 適合焊接線束尺寸: 0.5mm---20mm 焊接線束寬度調節 手動 三、 結構特征: TY-2020JX型超聲波線束焊接機由機臺、超聲功率發生器兩個部分組成。 焊接機制 與超聲波金屬焊接的典型機制不同,線束焊接的原理在于1個焊頭和3個焊座的配合使用與運動,如下圖所示。3個焊座順次運動,而焊頭保持靜止不動,從而完成焊接區域寬度和厚度與預設值相符的線束焊接。 線束焊接機制示意圖  * 注:紅色線和綠色線代表將被焊接在一起的兩組線束 方塊1:焊頭,焊接過程中靜止不動 方塊2:水平焊座 方塊3:豎直焊座 方塊4:焊座,焊接過程中先橫向運動、再縱向運動 (一) 機臺 機臺有機箱、導柱、換能器、氣動系統、PC電路、底模組成。 1、 聲組件 聲組件由換能器、焊頭兩個部分組成。換能器采用壓電振子,其作用是將電能轉換機械振動。變換器類比于電路中的變壓器,起機械阻尼變換和振幅放大作用。焊頭是根據焊接要求和焊件形狀設計的,它還起著二級阻抗變換和振幅放大作用。從結構和形狀看,焊頭不算復雜,然而卻需要的設計、的材料和會好的加工技術。形狀復雜、尺寸較大的焊頭,設計難度很大,一般都由制造廠設計。 2、 氣壓系統 氣壓系統由壓縮空氣作動力,通過電磁閥切換電路,推動氣缸活塞帶動焊頭做上下運動。用調壓閥控制氣壓大小,用單向節流閥控制升降速度。 3、控制電路 控制電路對焊接過程執行程序控制。面板上功能鍵,可根據焊接不同對象設定焊接時間,延遲時間,然后踩下腳踏開關,焊機將自動完成一次焊接過程。   |
深圳市天域迅電科技有限公司以研發、生產、銷售超聲波金屬焊接機、超聲波線束焊接機設備為主的企業。
具體應用如:
- 多股絞合線與排線的焊接
- 轉子與整流器的焊接
- 稀有金屬電接頭的焊接
- 大尺寸導線與端子的焊接
- 銅接線端與鈹銅合金的焊接
- 電磁線終端焊接
- 電刷編織銅線與主電力電纜的焊接
- 多金屬線末端焊接
- 多股絞合線與端子的焊接
- 觸點組件的焊接
- 多股絞合銅線與鈹銅端子的焊接
- 發動機引出線末端焊接
- 電線終端與成型端子的焊接
- 厚銅片與鋁板的焊接
- 編織線終端與發動機電刷的焊接
- 通過焊接實現電池間連接
- 鍍鎳引線與溫阻器鉑引線的焊接
- 小型金屬片與金屬網、金屬箔片的焊接
- 實心銅導體與黃銅端子的焊接
- 銅編織線與黃銅端子的焊接
- 電刷架組件的焊接
- 實心銅線與稀有金屬合金線的焊接
- 優點:
- 熔合強度高;
- 接近冷態加工、工件不退火、無氧化痕跡;
- 焊接后導電性好,電阻系數極低或近乎零;
- 對焊接金屬表面要求低,氧化或電鍍均可焊接;
- 焊接時間短,不需任何助焊劑、氣體、焊料。
- 焊接無火花,環保安全。
- 缺點:
- 是所焊接金屬件不能太厚,焊點不能太大,需要加壓。
超聲波金屬焊接機、超聲波線束焊接機、線束焊接機、導線焊接機、線材焊接機、電纜線焊接機、汽車線束焊接機、空調線束焊接機、電機線束焊接機、電梯線束焊接機、電器線束焊接機、安全氣囊線束焊接機、互感器焊接機、鋰電芯焊接機、LED路燈散熱片焊接機
深圳超聲波線束焊接機 超聲波線束焊接機 東莞超聲波線束焊接機 產品信息
