PLC 工控機 嵌入式系統 人機界面 工業以太網 現場總線 變頻器 機器視覺 DCS PAC/PLMC SCADA 工業軟件 ICS信息安全 應用方案 無線通訊

無錫浩普科技有限公司

無錫浩普科技有限公司
金剛石滾光刀輥壓內孔擠光工具外圓端面拋光光金剛石滾壓刀能高效快速提高工件表面精度和粗糙度,達到或者超過數控磨削的鏡面效果,使工頭在0.01毫米或更小的范圍中調整。工件材料在被滾光由于塑性變形會產生硬化處理,從而提高工件表面的疲勞強度,達到擠光效果。
鄭重承諾:對*使用效果不滿意,可全額退款(收貨后10天內,不損壞*的外觀功能和性能,不影響現次銷售,)
金剛石滾壓刀也稱為鉆石滾壓輥壓碾壓滾軋鏡面擠光刀等,各地的叫法各不相同,通常用于車床,由超高硬度的金剛石滾壓頭(碾壓頭、滾軋頭、擠壓頭)擠壓工件表面,可用滾壓回轉圓形端面、內孔、外圓、圓錐面,或按程序設定滾壓復雜形狀的回轉表面。滾壓加工在很大程度上可以代替拋光研磨和珩磨,達到鏡面高光潔度要求。

金剛石滾光刀輥壓工具內孔擠光工具外圓端面拋光刀內外圓精磨工具
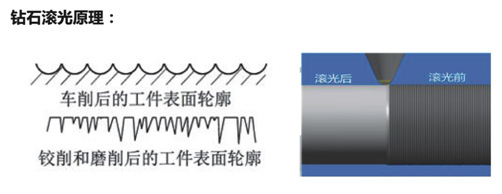
滾壓碾壓擠光的加工原理
工件的端面內孔外圓在經刃具切削后會在表面形成波峰波谷加工紋,金剛石球頭在擠壓力的作用下,把波峰部分輥壓到波谷,填平工件表面,以達到快速提高表面粗糙度達到鏡面效果。同時工件表面通過碾壓的塑性變形會形成強化層,從而提高抗疲勞強度,延長工件的使用壽命。

金剛石滾光刀輥壓工具內孔擠光工具外圓端面拋光刀內外圓精磨工具
由于金剛石滾壓刀的加工方式和車刀極為相似,所以兩者的結構也大致相仿,由刀桿和金剛石滾壓頭兩大部分組成。用于滾壓外圓、軸類零件及端面的刀桿的刀方尺寸通常為12*12、16*16、20*20、25*25、32*32等。較小尺寸的刀桿可用于走心機等緊湊型設備。用于輥壓內孔面的刀桿通常為圓形削平,高度尺寸通常為12和25,嘴小可加工的內孔尺寸為D16。金剛石滾壓頭通用于滾壓內孔外圓和端面,共有四種型號R2.0、R1.5、R1.0、R0.5(非標)。我們對外圓和端面滾壓刀的功能做了相應的擴展,開發出可調節角度的可轉向金剛石滾壓刀,可用于更廣泛的使用環境。

技術參數
適用設備:車床(工件旋轉,*不旋轉)
加工硬度范圍:HRC65
滾壓頭半徑:R1.0,R1.5,R2.0
清根能力:1.0mm
外圓、端面刀刀方尺寸:16*16,20*20,25*25
內孔刀:D25,D40
可加工內孔尺寸:16以上
極限粗糙度:高于Ra0.1
理論壽命:具有2000-4000公里長度的滾壓軌跡(45號鋼)
金剛石滾光刀輥壓工具內孔擠光工具外圓端面拋光刀內外圓精磨工具

1、 該*的使用方式和車刀極為相似,試輥壓時以低進給低轉速開始測試,先以較小過盈量進行輥壓,通常 為1到2絲。如沒有達到輥壓效果可以繼續加大過盈量進行再試加工。視工件材料的塑性變形能力,通常宜 將嘴大過盈量控制在5-10絲以內。如工件的硬度較高,或潤滑不足的情況下,應降低進給及輥壓過盈量。
2、 當前技術條件下生產的金剛石滾壓頭屬于高硬度低韌性的材料,所以不宜進行斷續滾壓。
3、 當被滾壓的工件為薄壁管件時,需要工件有一定的支撐力來平衡輥壓刀產生的壓力以防止工件變形。
4、 被滾壓的面不應有較深的車刀紋,刀紋應均勻分布。一般來說,經過滾壓刀碾壓之后可提高至少兩個粗糙 度等級,嘴高可達優于Ra0.1的標準,產生高亮鏡面效果。盡量避免在鉸孔之后的平面上進行滾壓操作。
5、 灰鐵材料在被碾壓時會產生粉塵粘結包裹碾壓頭,并作用在被滾壓的表面產生,導致工件表面粗糙度惡化。
6、 定期擦拭,保持滾壓頭清潔

金剛石滾光刀輥壓內孔擠光工具外圓端面拋光
進給速度:0.05-0.2mm/轉
滾壓線速度:100米/分鐘
上道工序的表面粗糙度:優于Ra3.2
潤滑油:過濾直徑5-40微米的潤滑油,可提高表面粗糙度質量,延長滾壓刀壽命。
工件的變形余量:0.01mm

1、 相比傳統的拋光研磨和珩磨,金剛石鏡面滾壓刀可以通過編程,輕松加工形狀復雜的回轉工件表面
2、 可廣泛應用于各類車床,無需購置的研磨珩磨機,充分利用現有設備,節省成本
3、 相比于車削和拋光研磨,擠壓加工不產生鐵屑和粉塵,低噪音,有利于保護生產環境
4、 滾壓刀的使用和維護都很簡單,且壽命超長,只需簡單維護,有利于提高生產效率,工件加工效果的一致 性較高
5、 與拋光研磨和珩磨等去除材料的加工方式相比,擠壓加工可以提高被加工表面的材料細密度,由此可提 高10%的硬度及300%的搞疲勞強度,使工件的使用性能得到進一步優化。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN







智能制造網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼








