
上海朔川電氣設備有限公司
 免費會員
免費會員




 具體成交價以合同協議為準
具體成交價以合同協議為準
西門子6ES7288-1ST60-0AA0性能參數 西門子6ES7288-1ST60-0AA0性能參數
無可用圖片 | 6ES7288-1ST60-0AA0 |
公司名稱:上海朔川電氣設備有限公司
聯 系 人:吉夢琪
:
地址:上海市金山區涇波路129號
信譽*,客戶*是公司成立之初所確立的宗旨,在公司的嚴格要求和員工們不折不扣地貫徹執行下發展延續至今。“假一罰十”一直是我公司的主動承諾。
承諾一:1、保證全新*
承諾二:2、保證安全準時發貨
承諾三:3、保證售后服務質量
流程一:1、客戶確認所需采購產品型號
流程二:2、我方會根據詢價單型號查詢價格以及交貨期,擬一份詳細正規報價單
流程三:3,客戶收到報價單并確認型號無誤后訂購產品
流程四:4、報價單負責人根據客戶提供型號以及數量擬份銷售合同
流程五:5、客戶收到合同查閱同意后蓋章回傳并按照合同銷售額匯款到公司開戶行
流程六:6、我公司財務查到款后,業務員安排發貨并通知客戶跟蹤運單
您隨口的一問多少錢,我就立馬放下筷子趕緊回話。
您隨口的一句有沒有現貨,我就立馬進去系統拼命地找。
您隨口問了問能優惠不?我就到處想辦法。
您很隨便,我卻很當真;您不知道我的回答,只為得到您的滿意..……
只因為我和您不止是客戶的關系,而是把您當我的朋友,在全力以赴做到我能做到的
您的選擇您的支持是我zui大的動力! ————致我親愛的客戶(好朋友)
產品簡述:質保一年,一年內因產品質量問題免費更新產品不收取任何費用
哪里有賣 要多少錢 哪里有 哪里能買到 要在哪里買 在哪里有賣的 價格,參數,型號,哪家便宜,比較便宜,哪里有,銷售,訂貨號,多少錢?哪家價格好? 廠家,性能,優點,包裝,用途,售后服務!哪里有賣 代理商 總代理商
德國西門子(SIEMENS)公司生產的可編程序控制器在我國的應用也相當廣泛,在冶金、化工、印刷生產線等領域都有應用。西門子(SIEMENS)公司的PLC產品包括LOGO、S7-200、S7-1200、S7-300、S7-400等。 西門子S7系列PLC體積小、速度快、標準化,具有網絡通信能力,功能更強,可靠性高。S7系列PLC產品可分為微型PLC(如S7-200),小規模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。
本公司主要是通過電子商務經營大眾消費品,消費品行業所有產品等。本公司秉承“顧客*,銳意進取”的經營理念,堅持“客戶*”的原則為廣大客戶提供優質的服務。歡迎廣大客戶惠顧!
上海羋崢工業控制設備有限公司憑借雄厚的技術實力及多年從事 SIEMENS 產品的銷售經驗,本著樹立公司形象和對用戶認真負責的精神開展業務,贏得了 SIEMENS 公司與廣大用戶的好評及大力支持。但公司并未僅僅滿足與現狀:隨著 SIMATIC S7 系列中小型 PLC 產品 S7200 、 S7300 及變頻器 MM420 、 MM440 系列的成功推出,其*的性能價格比受到眾多配套生產廠商的關注,在紡織機械生產行業上海羋錚公司先后采用 S7 PLC 及 MM 、 MDV 變頻器產品的電氣控制系統的設計與編程,并在北京紡機展覽會上獲得了全面的成功;在其他行業如、上海供水裝置的合作中也取得了良好的業績,并在售后服務方面贏得了用戶的*好評。
熱情周到 為廣大用戶提供*的服務
上海羋崢工業控制設備有限公司愿為您解答任何有關 SIEMENS 可編程控制器及變頻器的技術問題,并提供詳細的技術資料。公司還在某大型研究所內設有設施*的培訓中心,定期舉辦 S7 - 200/300 及變頻器、全數字直流調速裝置的技術培訓班,為您盡快掌握 SIEMENS 自動化產品的使用提供便利。

西門子S7-200 PLC在直流電源監控器中的應用
1 知道
直流電源設備是電力系統*的輔機設備。供給斷路器分合閘用電,后備電池充電以及二次回路的儀器儀表等低壓設備用電都采用直流電源。目前國內發電廠及變電站使用的直流電源設備已廣泛采用高頻整流模塊為功率單元,為了對整個直流系統進行合理的實時監控、管理,本文設計了一種基于西門子s7-200plc[1]的高頻直流監控器。其功能主要是實時采集直流系統的電壓、電流及供電支路的開關狀態等運行參數,并對數據進行分析處理,判斷直流系統的運行工況,并根據pid控制理論進行實時運行控制和故障處理,并對蓄電池進行在線監測,為電力綜合自動化控制系統提供安全、穩定、可靠的直流電源。
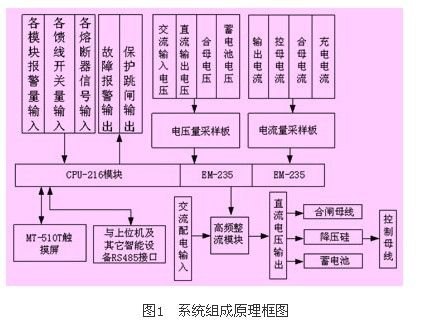
2 系統硬件組成及工作原理
系統硬件組成原理框圖如圖1所示。系統主要由高頻直流監控器(以下簡稱監控器)、模擬量采樣板、高頻整流模塊等組成。其中監控器是整個系統的核心部分,主要由西門子s7-216cpu配以em-235模擬量模塊、中國臺灣人機電子mt-510t觸摸屏等組成。
3 程序設計
3.1 程序流程圖設計
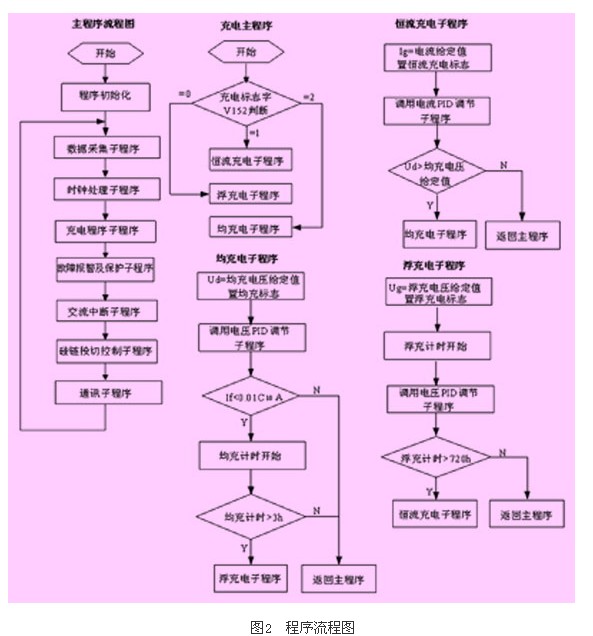
plc終端軟件采用stl語言編寫,程序設計采用模塊化,功能化結構,便于維護、擴展。為提高終端的抗*力,軟件控制中采用了數字濾波、故障自檢、控制口令等措施,保證控制操作的正確性和可靠性。裝置plc主要程序流程如圖2所示,主要由初始化程序、數據采集處理子程序、時鐘處理子程序、充電轉換子程序、故障報警及保護子程序、交流中斷子程序、pid調節計算子程序、硅鏈投切控制子程序等組成。
 、
、
主程序始終處于循環運行狀態,其中初始化程序主要完成系統的初始化,設定各寄存器、計數器、plc工作模式、定時器中斷、通訊方式等參數初始值等。然后不斷調用模擬量采集及處理子程序對系統數據進行實時采集;調用充電程序運行方式子程序決定監控器的運行方式;調用故障報警及保護子程序判斷故障報警及保護繼電器輸出;調用時鐘處理子程序對蓄電池充電程序各種運行時間累計;調用交流電中斷子程序保證系統在交流中斷后自動恢復;調用硅鏈投切子程序根據系統設置的控母電壓定值對硅鏈進行自動投切控制;調用通訊子程序(中斷方式)實現與上位機監控系統及其它智能設備通訊。
3.2 主要子程序原理
(1)充電轉換子程序:通過判斷標志字v152的值來決定監控器的運行方式。當標志字為0時調用浮充電子程序;當標志字為1時調用恒流充電子程序;當標志字為2時調用均充電子程序。各充電子程序之間通過程序內部自動進行轉換。系統初次上電后用0.1c10a給定恒流充電,電壓達到整定值(2.30-2.40)v×n(n為單體電池節數)時,自動轉為恒壓均充電;當充電電流逐漸減小,達到0.01c10a時,plc開始計時,均充計時達3小時后,自動轉為浮充電狀態運行,充電電壓為(2.23-2.28)v×n。正常運行浮充狀態下每隔720小時,自動轉入恒流充電狀態運行,按閥控式密封鉛酸蓄電池正常充電程序進行充電。
(2)交流電中斷子程序:當電網事故停電,這時充電裝置停止工作,蓄電池通過降壓模塊,無間斷地向二次控制母線送電,同時監控器發出告警信號。交流電源中斷超過0.5小時以上,恢復送電運行時,plc控制充電裝置自動進入恒流充電狀態運行,按閥控式密封鉛酸蓄電池正常充電程序進行充電。
(3)通訊子程序:接受命令采用中斷處理,通過atch指令使中斷事件8在接受不同特征命令下執行不同的程序。對串行通訊的超時限制則通過內部定時中斷來控制,其事件號為10,定時時間由smb34來確定。為減少通訊的誤碼,采用crc16校驗措施[4]。
4 裝置功能特點
檢測高頻整流模塊的輸出電流和故障狀態:當模塊有故障時,監控器發出聲光報警信號,并重新均分整流模塊負載;可本地或遠端控制整流模塊的開/關機、自動控制電池充電均浮充轉換;可本地或遠端連續設置整流模塊的輸出電壓;監測各直流饋電輸出的電壓、電流,各饋電輸出開關狀態、熔斷器狀態、絕緣狀態,當發生異常情況時發出聲光報警;監測電池電壓及充放電電流:當市電中斷由蓄電池維持向負載供電時,如果電池電壓降至低壓告警值,監控模塊發出聲光報警;當市電恢復后監控系統可對電池進行自動均衡充電管理;提供硅鏈控制口,可支持5級、7級硅鏈自動控制;支持母線分段支路絕緣監測,絕緣阻值過低報警;采用原電力部頒標準通訊協議,rs232或rs485串行通訊接口,可方便的與電力自動化系統對接,實現電源系統的“遙信,遙測,遙控,遙調”四遙功能;監控器對重要故障信息提供繼電器輸出,故障內容可按用戶需要自行設定;當監控器檢測到輸出過壓、過流等保護信號時,保護繼電器動作,跳高頻模塊交流輸入空開,從而保護高頻整流模塊。
5 結束語
本文利用西門子s7-200和人機電子mt-510t為核心組成高頻直流監控器,充分利用了s7-200plc的各種智能功能,實現了智能化的管理、豐富的人機接口。目前,隨著高頻整流模塊的智能化,現已實現整流模塊與監控器的直接通訊,可由監控器直接將控制量下發到整流模塊,減少了中間調節轉換環節,可更快速、精準、可靠地完成對整流模塊的實時監控。通過幾十套的現場運行實踐表明,該監控器功能強、可靠性高、維護量少、操作方便,同時可方便地通過通訊接入綜合自動化系統,可為電力綜合自動化系統提供安全、穩定、可靠的直流電源,有著顯著的社會經濟效益。


西門子S7-300 PLC和70系列變頻器位置控制應用
一. 概述
在自動化控制領域中,相同功能有不同實現方式,針對不同的設備對精度和響應速度的要求,選用合適的定位控制系統以實現*的性價比。本文介紹的一種應用西門子S7-300 PLC的高速計數模塊ET200S和70系列變頻器通過PROFIBUS總線通訊的功能來實現的定位控制的實際應用。
二. 控制思路
橫移車是鋼管生產線中*的輔機設備,它主要完成將前一工序生產的鋼管搬運到下一工序,或有序地暫放在臺架的每個工位上。隨著對生產線自動化程度要求的日益提高,減輕操作人員的工作量和操作失誤。要求對橫移車實現全自動準確定位控制。
其控制核心就是利用裝在橫移車車輪上的編碼器采集的位置信號,通過PLC的高速計數模塊讀取,CPU經過運算處理與設定位置作比較,控制變頻器的多段速度,從而實現橫移車的準確 定位控制。因為考慮到控制成本和操作方便,采用PROFIBUS總線控制方式,減少了布線,控制方便,靈活。
三.系統的構成和特點
1.PLC作為控制的核心,主要用來接收編碼器的反饋信號,與設定的位置信號作比較,通過通訊功能來控制變頻器的輸出頻率減小,提前減速,到位前低速運轉,到位時準確停止。為了實現精確定位還設有零位置傳感器,到零位時將計數器的計數值清零,消除累積誤差,保證定位的準確,使橫移車能平穩地放下和舉起鋼管。
由于放置主站CPU和變頻器的控制柜與橫移車比較遠,在橫移車上放置了遠程I/O模塊和高速計數器模塊ET200S,通過PROFIBUS總線相連,將現場的傳感器,編碼器信號直接連接在遠程I/O和計數模塊上,減少了現場的走線和故障的發生,維護方便。通訊速率可過1.5M,整個系統的系統框圖如1。

由于使用通訊功能,可以省去用于控制變頻器的幾個輸出點,PLC的輸出點也減少了。
2.高速計數器模塊ET200S的控制系統中所選的編碼器分辨率為2048P/R,輪徑φ250,齒輪比3,可計算出脈沖精度:250×3.14/2048×3=0.127mm/脈。能*橫移車的準確定位精度。
精確定位過程如下:
首先設定好橫移車運行的一個方向為正方向(加脈沖),當橫移車向設定的位置運行時(工作運行速度),高速計數器自動進行加/減速計數,在距離設定位置300—400mm時,控制變頻器的輸出頻率,以低速運行,在到達設定的位置時,停止變頻器的輸出,同時實施機械抱閘,完成了準確定位。
讀取高數計數模塊的程序段如下:
L PID 272 //模塊開始地址,將計數器模塊狀態值存放到MD20~MD27
T MD 20 //當前計數值
L PID 276
T MD 24
L 123 //裝載比較值
T MD 30
SET
= M 34.0 //打開軟件門
A M 10.0 //使能傳送比較值功能
= M35.2
L MD 30
T PQD 272
L MD 34
T PQD 276
3.PLC和變頻器通訊
在CPU進行硬件配置時,對掛在總線PROFIBUS 站點都分配了物理地址,PLC與變頻器進行通訊也有相應的物理地址,CPU內部有通訊功能塊SFC14,SFC15,使用內部的寄存器DB塊存放數據,當PLC對變頻器進行數據的寫入和讀出時,就需知道PLC和變頻器定義的相關功能的地址,然后依據這些地址進行數據的寫入和讀出,才能實現對變頻器的控制。
此控制系統變頻器需設定的參數介紹如下:
P60=1,P53=6,P554=3100,P571=3101
P572=3102,P443=3002,P566=3107
P734.1=32,,P734.2=148
其它的參數可以按出廠默認值即可

